
Zprávy
 Domov / Zprávy / Zprávy průmyslu / Jaké jsou typické specifikace materiálu a tepelného zpracování pro ložiska s jedním řadou překročených?
Domov / Zprávy / Zprávy průmyslu / Jaké jsou typické specifikace materiálu a tepelného zpracování pro ložiska s jedním řadou překročených? Jaké jsou typické specifikace materiálu a tepelného zpracování pro ložiska s jedním řadou překročených?
 2025.06.06
2025.06.06
 Zprávy průmyslu
Zprávy průmyslu
Typické specifikace materiálu a tepelného zpracování Jednořadová zkřížená ložiska jsou pečlivě vybírány, aby byla zajištěna vysoká zatížení, odolnost proti opotřebení, strukturální integritu a trvanlivost za náročných provozních podmínek. Tato ložiska se běžně používají v zařízeních, jako jsou jeřáby, rypadlo, větrné turbíny, průmyslové roboty a rotující plošiny, kde je třeba současně přizpůsobit axiální i radiální zatížení a naklápěcí momenty. Proto musí výběr procesů materiálu a tepelného zpracování splňovat požadavky na výkon při zachování rozměrové stability a únavové síly.
Nejběžnějším materiálem používaným pro závodníky s jednorodinou zkříženou ložiska s válci je 42crmo (AISI 4140 nebo ekvivalent), středně uhlíkovou nízkolegickou ocel známou pro svou vynikající pevnost, houževnatost a ztvrdnutí. Tato ocel nabízí vyváženou kombinaci machinability v žíhaném stavu a vysoké mechanické pevnosti po tepelném zpracování. V některých aplikacích s požadavky na nižší zátěž nebo omezeními nákladů lze také použít 50mn (DIN 1.1216), i když je obvykle méně odolný vůči opotřebení a náchylnější k únavě.
Poté, co jsou stopy obrobeny na požadovanou geometrii, podstoupí kalení povrchu indukčním tepelným zpracováním, proces, ve kterém lokalizované vytápění a rychlé zhášení vytvářejí tvrzenou vrstvu na pracovních površích. Pro 42CRMO je cílem dosáhnout tvrdosti povrchu HRC 55–62, přičemž hloubka kalení se obvykle pohybuje od 3 mm do 6 mm, v závislosti na velikosti a designu ložiska. Jádro závodníky zůstává relativně měkčí (kolem HRC 30–40), zachovává houževnatost a odolnost vůči praskání.
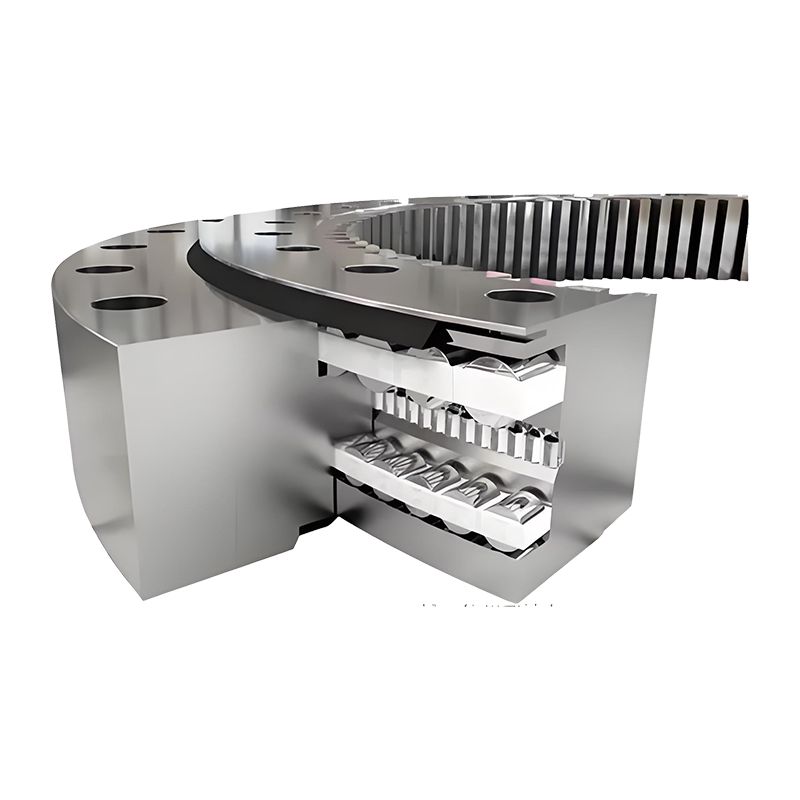
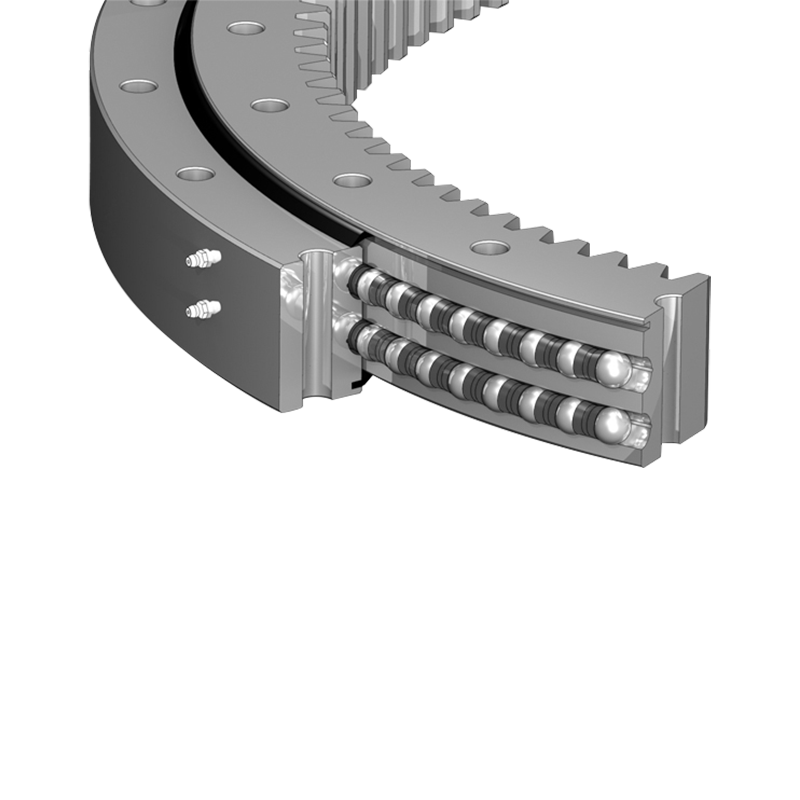
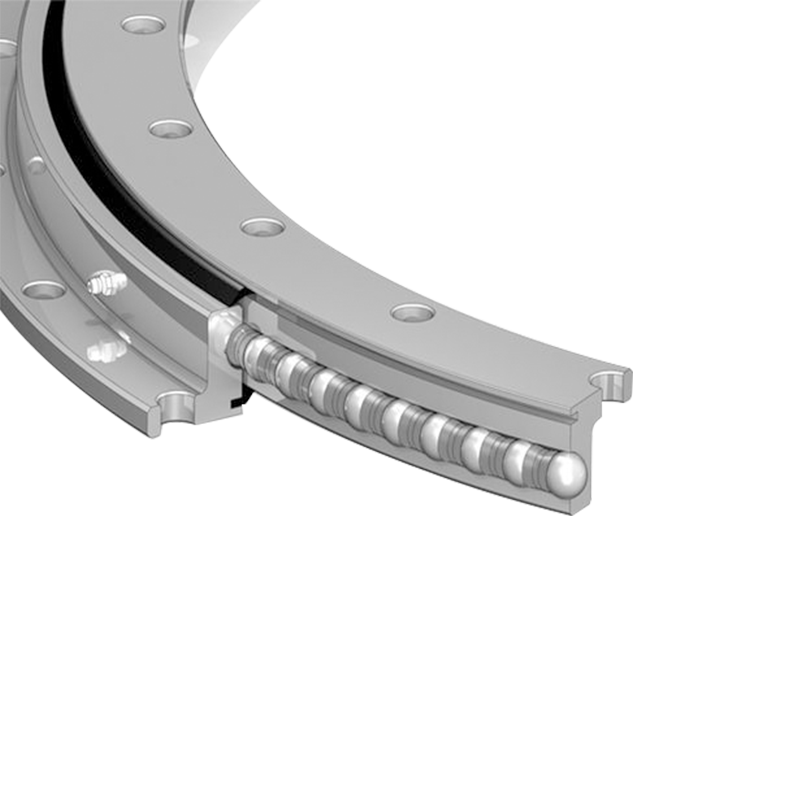
Kromě závodníků jsou rouchové prvky-které jsou obvykle válcové válce v zkřížené konfiguraci-ošetřeny také pro vysokou tvrdost a únavu. Tyto válce jsou obvykle vyrobeny z chromové oceli na úrovni ložiska, jako je GCR15 (AISI 52100 nebo DIN 100CR6). Tento materiál nabízí vynikající tvrdost, odolnost proti opotřebení a rozměrovou stabilitu. Válečky jsou ošetřeny tepelně ošetřeny úplným procesem zhášení a temperování, což má za následek tvrdost HRC 60–66. Tím je zajištěno nízké odolnosti proti válcování a prodlouženou životnost ložiska i při vysokém zatížení a nepřetržitém provozu.
Spacerové klece nebo separátory, používané k udržení rovnoměrného rozestupu válců, se často vyrábějí z technických plastů (jako je nylon nebo pom), mosaz nebo dokonce jemná ocel, v závislosti na provozní rychlosti a podmínkách prostředí. Tyto komponenty nejsou obvykle ošetřeny tepelně, ale jsou vybírány pro kompatibilitu s mazacím a tepelnou roztažností.
Zuby převodovky - pokud ložisko obsahuje vnější nebo vnitřní převodový kroužek - jsou také podrobeny indukčnímu kalení po řezu. Tvrdost povrchu zubů pro segmenty převodovky je obvykle kolem HRC 50–60, s hloubkou pouzdra asi 1,5 mm až 3 mm, zajišťuje odpor opotřebení a udržuje profil zubů při opakovaném zapojení.

Kromě kalení se temperování používá po tepelném zpracování, aby se zmírnilo vnitřní napětí a snížila křehkost. To pomáhá zabránit praskání a zkreslení povrchu během provozu. Navíc může být na ložiskové kroužky před obráběním naneseno žíhání nebo normalizace, aby se zajistila jednotná mikrostruktura a zlepšila obrobnost.
Odolnost proti korozi je dalším hlediskem, zejména v mořských, offshore nebo čistých aplikacích. Pro takové prostředí lze použít povrchové ošetření, jako je povlak černý oxid, fosfátový povlak nebo dokonce specializované pokovování rezistentní na korozi. Ve vzácných případech se používá nerezová ocel (jako je AISI 440C), ale je to neobvyklé kvůli nákladům a nižší kapacitě nesoucí zátěž ve srovnání s 42Crmo nebo GCR15.
Typické specifikace materiálu a tepelného zpracování pro ložiska s překročením válce s jedním řadou zahrnují:
Hlavní materiál: 42crmo (AISI 4140), indukce povrchu ztuhla na HRC 55–62, hloubka kalení 3–6 mm
Roller Materiál: GCR15 (AISI 52100), skrz prodloužení na HRC 60–66
Zuby zařízení: Indukce tvrzená na HRC 50–60, hloubka 1,5–3 mm
Hlavnost jádra (Raceway): HRC 30–40 pro strukturální houževnatost
Materiál klece: nylon, mosaz nebo jemná ocel, v závislosti na podmínkách
Volitelná ochrana proti korozi: podle potřeby černý oxid, povlak fosfátu nebo pokovování
Tyto specifikace jsou nezbytné pro zajištění toho, aby zasahovací ložiska byla spolehlivě prováděna při složitých zatíženích a v prodloužených intervalech služeb. Kontrola výroby kvality - včetně testování tvrdosti, analýzy mikrostruktury a dimenzionální kontroly - je rozhodující pro ověření, že procesy tepelného zpracování dosáhly požadovaných vlastností. Dejte mi vědět, pokud potřebujete rozšířenou verzi pro technickou dokumentaci, krátký dodavatel nebo seo-orientovaný web.

Jiangsu Manchen Transmission Technology Co., Ltd. vyniká ve vytváření vlastních, spolehlivých a přesných ložisek pro různá průmyslová odvětví, neustále inovuje, aby splňovala nejvyšší standardy a hledala příležitosti pro spolupráci. Spolehlivé a stabilní dodavatel ložisek v Číně.
Produktové odkazy
Kontaktujte nás
-
Address:Č. 8, Nanqiu Road, Huangtu Town, Jiangyin City , Čína
-
Tel:+86-13646122221
-
E-mail:
-
E-mail:ma@slewingbearingcn.com
